


我们的护栏_
201不锈钢复合管
优选好材铸造好品质产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:护栏_
201不锈钢复合管
优选好材铸造好品质的图文介绍


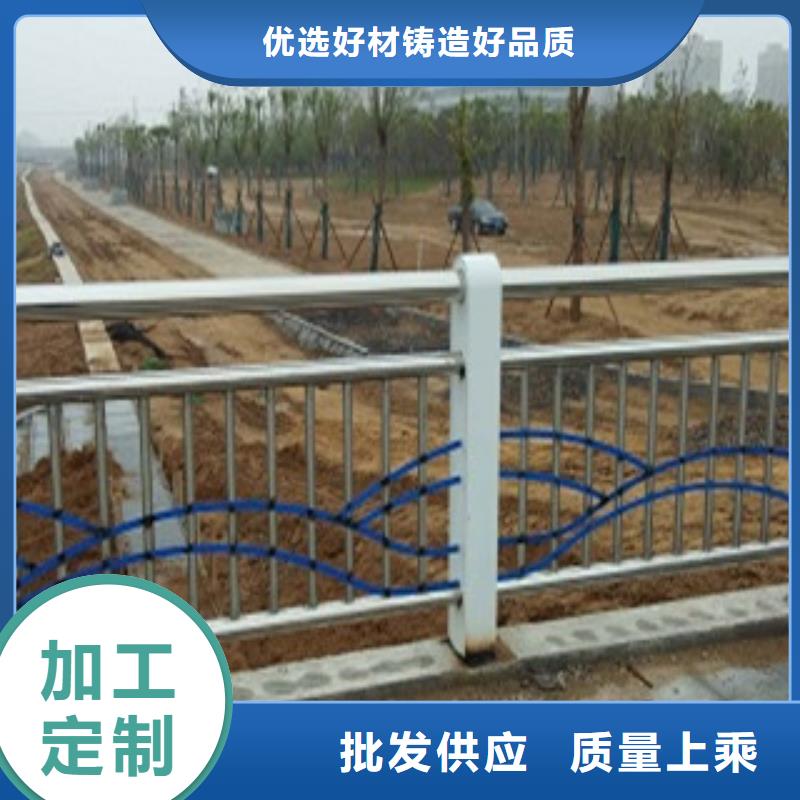
人们为什么那么喜欢不锈钢复合管不锈钢复合栏杆/护栏,它不仅具有不锈钢管豪华美观和现气息,又具有普通碳钢管坚韧性。是价昂不锈钢管替品,它与钢板立柱合,做成城市、路桥等栏杆。不锈钢跟其它材质栏杆相比,具有抗冲击能力强,防腐防锈性能佳光泽外表,美观大方、组装方便具有一定装饰性。
成品不仅牢固、大方,且可造各异,受到了广大工程建筑商和业主欢迎。不锈钢复合管具有特点:使寿命长:选国产一级生料制作,在-50~70摄氏度环境下不变形、不褪色、不老化、不开裂、不脱皮。实性强:优质不锈钢表面经过特点工艺处理,使产品具有良好抗腐蚀性,清洁方便、无需保养。
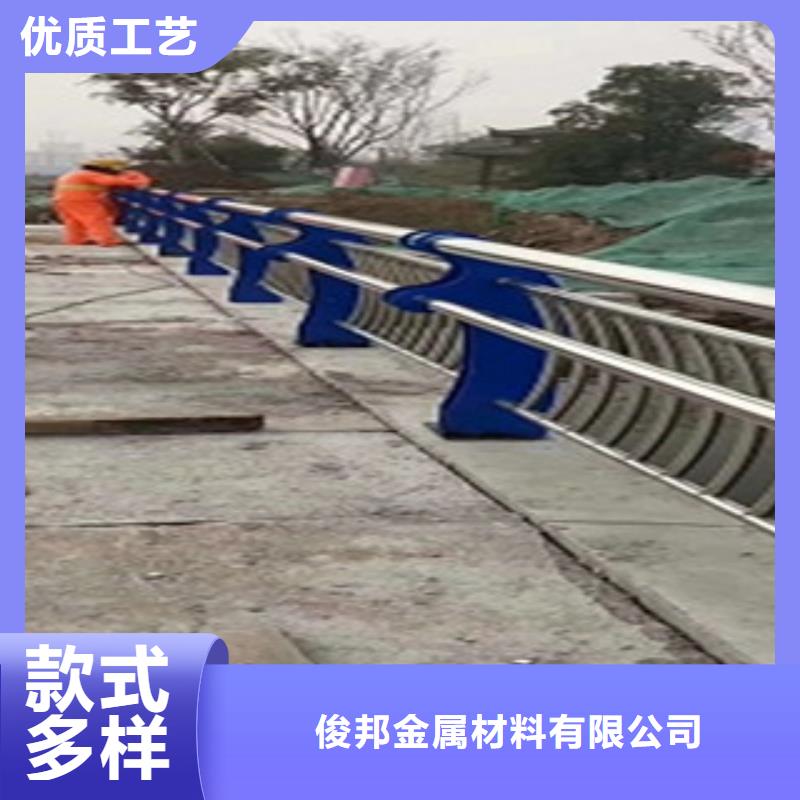
不锈钢复合管栏杆生产厂家介绍栏杆保养方法:不锈钢复合管栏杆质量非常好,但是也需要有人对它进行护理,才能保证它使寿命,,工作人员需要定期对它进行管理,如果平时发现它粘上了腐蚀性物体,一定要及时处理掉。
成品不仅牢固、大方,且可造各异,受到了广大工程建筑商和业主欢迎。不锈钢复合管具有特点:使寿命长:选国产一级生料制作,在-50~70摄氏度环境下不变形、不褪色、不老化、不开裂、不脱皮。实性强:优质不锈钢表面经过特点工艺处理,使产品具有良好抗腐蚀性,清洁方便、无需保养。
不锈钢复合管栏杆生产厂家介绍栏杆保养方法:不锈钢复合管栏杆质量非常好,但是也需要有人对它进行护理,才能保证它使寿命,,工作人员需要定期对它进行管理,如果平时发现它粘上了腐蚀性物体,一定要及时处理掉。



俊邦金属材料有限公司(绍兴分公司)长期从事 桥梁防撞护栏等产品的销售工作。公司始终坚持以人为本,诚信立业的经营原则,荟萃业界精英,管理方法及企业经验与国内市场发展具体实际相结合,为企业提供的设计方案,使企业在激烈的市场竞争中始终保持竞争力,实现企业快速稳定的发展。公司人才结构合理,为了开发出真正适合企业需求的产品,紧密跟踪国内前沿行业方面的技术和行业发展特点,不断优化产品,令用户得到优质的服务和良好的投资回报。我们信奉“诚信为本、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。


热镀锌护栏在进行干净的时候,需要避免在水中加入清洗剂。很多时候,在地下场所中,护栏总是会成为一种支撑配备,也是状况下的悦目显示。履历风吹雨打,以及众人的触摸,上面总是会残留有很多的污渍。而在中断洗涤的时辰,很多的工作人员并不是很熟悉其中的道理,利用强力清洁剂来去除污渍,着实如许是没有敷科学的。清洗护栏的时辰,温镀锌护栏外观会有镀层,清洗剂会价格低刷子与护栏的摩擦力,影响到清洗的效果。且含有着的化学物质,也是会直接以致外层脱落,会对绿化植被造成一定的危害与影响,也会直接以致护栏的使用寿命减少,低沉安然的感染。 道路护栏的建设, 现已成为公路建设、保护公民的坚强保障。一般的道路护栏施工, 有非常严格的程序, 每一个工序都围绕着整个施工进度。的道路设计, 将适当的网络栏杆一项长期工程, 对于每个施工团队来说, 都是非常重要的内容。三机动车路栏杆设计的关键技术问题在一些混凝土路面施工现场, 技术人员按照道路条件, 合理选择护栏扩增部位, 不但要加强护栏网, 还要达到美观大方、防腐耐用, 保证未来的正常使用。围墙的施工, 需要处理设计图纸, 首先从侧面到路边的中途辍学, 确保区域道路的准确性, 然后在中线上指定位置的条形, 并在每一桩上放置一个 logo。只有可以清晰简单的道路栏杆, 再推广网络图纸分析跟进进度。在早期的围栏场地, 其次是围栏, 支架, 挖坑两边的道路, 深度的平面大小下面, 不太浅, 一个在地球连接线网与专栏 (连接螺栓不能紧)。连接后, 根据每个基坑的位置直立。确保支架的可靠性。



轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。 热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。